

小野太郎
日本研磨專家 -我們不將砂紙視為單純的消耗品,而是視為製程中的關鍵工程元件,協助客戶從根本優化研磨效率、品質穩定度與整體生產成本。
當砂紙結構設計正確時,磨料會持續進行有效切削,同時降低不必要的熱累積與堵塞現象,讓加工過程更穩定、可控。
小野太郎
研磨專家



砂紙,不只是耗材,而是決定加工效率與品質的第一道關鍵
砂紙,是所有研磨與表面處理製程中最基礎、卻也最容易被低估的工業材料。從金屬加工、汽車零組件、PCB 電路板、半導體製程,到醫療精密零件、手錶珠寶、木工與高端表面拋光,只要涉及材料去除、表面修整或粗糙度控制,砂紙幾乎都是不可或缺的核心工具。
在實際製造現場,砂紙的角色遠不只是「把表面磨平」。
它直接影響材料移除效率、加工穩定性、表面品質一致性,甚至左右後續製程(塗裝、電鍍、貼合、拋光)的成功與否。
選擇不合適的砂紙,常見結果包括切削力不足、加工時間拉長、表面燒傷、研磨紋路不一致,最終導致良率下降與單位成本上升。
許多企業在改善製程時,往往優先更換機台或調整參數,卻忽略砂紙本身的結構與匹配性。然而在專業研磨領域中,砂紙的磨料種類、目數配置與背基結構,往往比設備本身更早決定加工成果。
日本研磨專家 -我們不將砂紙視為單純的消耗品,而是視為製程中的關鍵工程元件,協助客戶從根本優化研磨效率、品質穩定度與整體生產成本。
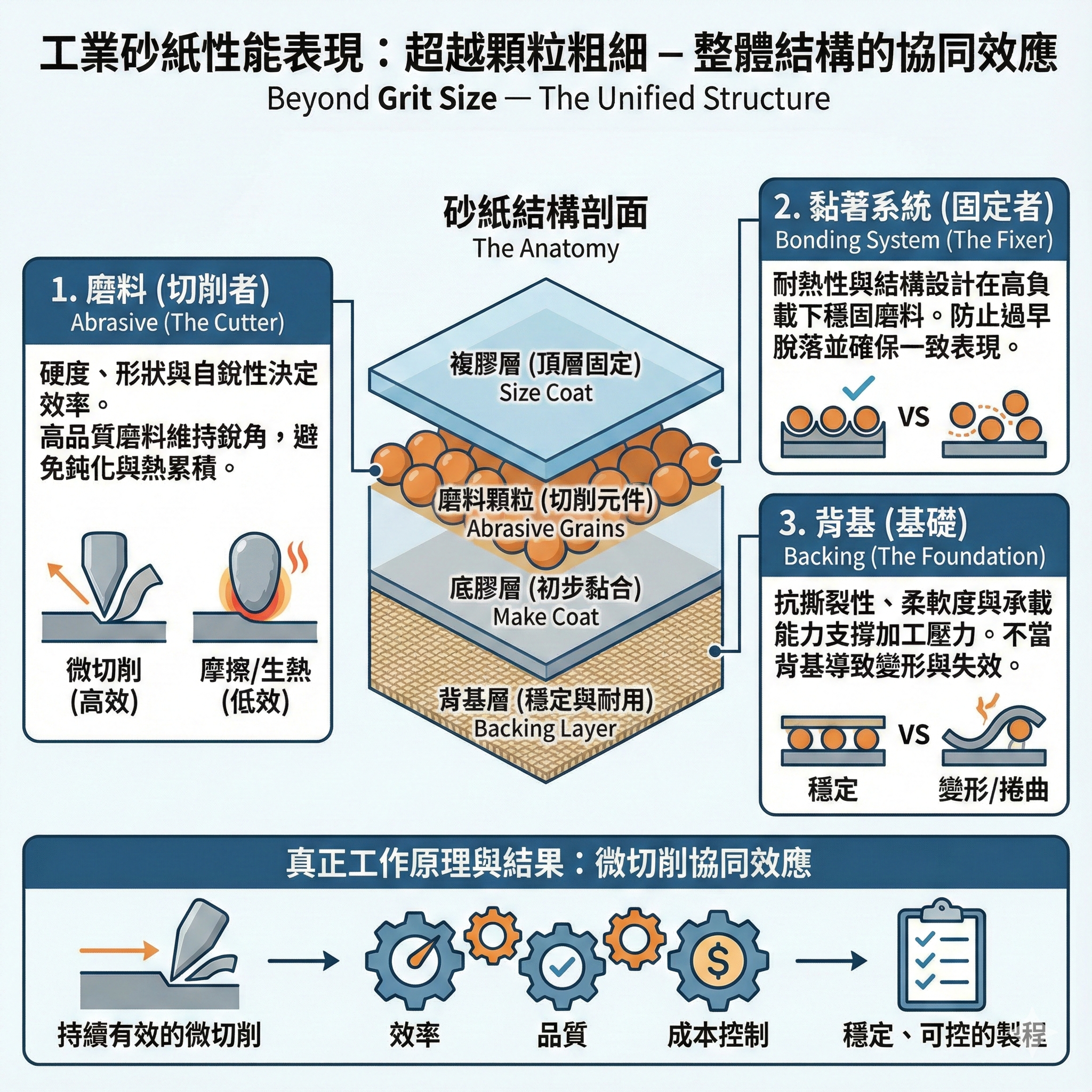
一張砂紙的性能表現,並不只是由顆粒粗細(目數)所決定,而是來自整體結構設計的結果。在工業研磨應用中,即使目數相同,不同品牌或不同設計的砂紙,其切削力、壽命與加工穩定性往往存在明顯差異。
從工程角度來看,砂紙主要由三個核心系統所構成:
磨料是負責實際切削工件的核心元件,其硬度、韌性、顆粒形狀與自銳性,直接決定材料移除效率與研磨壽命。
高品質磨料能在研磨過程中持續維持銳利切削邊角,避免因鈍化而轉為摩擦生熱,確保研磨效率與表面品質的穩定。
背基決定砂紙的整體強度、柔軟性與耐用度,影響其是否能承受實際加工壓力與貼合工件表面。
常見紙基背材依強度與柔軟度不同,適用於不同加工情境。背基選擇不當時,即使磨料性能優異,也可能因變形或破損而無法發揮應有效果。
黏著系統負責將磨料穩定固定於背基之上,其耐熱性與結構穩定性,決定砂紙在長時間研磨下是否容易掉砂或失效。
良好的黏著系統,能確保砂紙在整個使用壽命內,維持一致且可預期的研磨表現。
從材料與結構工程角度來看,砂紙並不適合製作成砂布環帶形式。關鍵原因在於砂紙所使用的紙基背材,在抗拉強度與疲勞耐受性上,先天就不符合連續張力研磨的需求。
砂布環帶在運轉時,需長時間承受驅動輪與張力輪所產生的持續拉力,同時經歷高速運轉下的反覆彎折與熱累積。這類製程對背基材料的要求極高,通常需使用布基或複合背材才能確保結構穩定。
相較之下,紙基砂紙並非為承載連續張力而設計。在高壓或長時間拉伸條件下,容易出現纖維疲勞、延展不均,最終導致斷裂或失效。因此,在需要壓力研磨、長時間連續運轉的機械製程中,砂紙並不適合使用。
這並非砂紙性能不足,而是應用定位本就不同。
砂紙的優勢,主要體現在手持型研磨與精細表面處理應用中。在這類製程中,研磨壓力由操作者控制,施力分散,不涉及持續張力拉伸,能充分發揮紙基砂紙的特性。
具備良好的韌性與穩定性,是工業研磨中最常見的選擇,適合碳鋼、不鏽鋼與一般金屬加工,能在長時間使用下維持穩定切削表現。
具備良好的韌性與穩定性,是工業研磨中最常見的選擇,適合碳鋼、不鏽鋼與一般金屬加工,能在長時間使用下維持穩定切削表現。
陶瓷磨料則具備優異的自銳性,能在高壓條件下持續維持切削力,適合高移除量與自動化研磨需求。
紙基砂紙具備良好的柔軟性與貼合性,能順應工件表面形狀,在低至中等壓力條件下,提供穩定且可控的研磨效果。
磨料是砂紙真正負責切削工件的核心,其材質特性直接影響研磨效率、壽命與表面品質。即使在相同目數條件下,不同磨料所呈現的切削行為仍可能有明顯差異,因此磨料選擇往往是影響加工成果的第一個關鍵決策。
具備良好的韌性與穩定性,是最常見的工業研磨磨料。適合金屬加工、木工與一般零組件表面修整,能在長時間使用下維持穩定切削行為。
顆粒銳利、切削快速,適合脆性材料與精密加工應用,如 PCB、半導體材料、醫療零件與高階拋光製程。
具備高度自銳性,適合高移除量與高效率需求的研磨應用,多用於自動化或高負載製程。
| 標準名稱 | 常見寫法 | 主要使用地區 | 重點說明 | 常見應用 |
|---|---|---|---|---|
| CAMI(美規) | #80、#120 | 美國、部分亞洲 | 傳統目數標示,依篩網分級 | 一般工業、手工研磨 |
| FEPA(歐規) | P80、P120 | 歐洲、國際主流 | 顆粒分佈較嚴謹,工業常用 | 工業砂紙、砂帶 |
| JIS(日規) | #240、#800 | 日本 | 細目數區分較精細 | 精修、拋光 |
砂紙目數代表磨料顆粒的大小,是控制材料移除速度與表面品質的關鍵指標。目數越低,顆粒越粗,切削力越強;目數越高,顆粒越細,表面越平整。然而在實務加工中,過度追求細目數,反而可能造成效率低落與砂紙過早耗
在工業製程中,砂紙目數通常會依加工階段進行配置。粗磨階段以快速去除材料為目的,需使用較低目數;中段研磨負責修整表面與消除前段痕跡;最後的精修或拋光,才會使用高目數砂紙來控制表面粗糙度。若目數配置跳階過大,常導致研磨時間拉長,甚至影響表面一致性。
因此,目數選擇不應單點思考,而應視為整體製程設計的一部分。正確的目數配置,能在確保品質的同時,縮短加工時間並降低單位成本。
| 產業類型 | 常見加工材料 | 建議磨料種類 | 建議目數範圍 | 常用背基 | 選型重點 |
|---|---|---|---|---|---|
| 金屬加工/重工業 | 碳鋼、不鏽鋼、合金鋼 | 氧化鋁、陶瓷磨料 | #36–#120 | 布基、纖維背基 | 高切削力、耐用性、可承受高壓研磨 |
| 汽車零組件 | 鋼件、鋁件、鑄件 | 氧化鋁、陶瓷磨料 | #80–#320 | 布基 | 表面一致性佳,適合多段製程銜接 |
| 汽車修復/汽車美容 | 車漆、補土、塑料件 | 氧化鋁、碳化矽 | #180–#2000 | 紙基、薄膜背基 | 表面可控性高,避免過度吃料與刮痕 |
| PCB/半導體 | 樹脂、銅箔、基板 | 碳化矽、精細氧化鋁 | #400–#1500+ | 薄膜背基 | 高穩定性、低公差、表面可控 |
| 醫療精密產業 | 不鏽鋼、鈦合金、精密零件 | 碳化矽、細目數氧化鋁 | #600–#2000 | 薄膜、紙基 | 表面一致性高,避免微刮痕 |
| 手錶、珠寶、鑽石加工 | 貴金屬、硬質材料 | 碳化矽、細目數氧化鋁 | #800–#3000 | 薄膜、紙基 | 粒徑穩定,確保視覺品質 |
| 木工與高端家具 | 實木、人造板 | 氧化鋁 | #80–#400 | 紙基、柔軟布基 | 良好貼合性,表面平整好控制 |
| 表面拋光/精修 | 金屬、塑料 | 碳化矽、細目數氧化鋁 | #600–#3000 | 薄膜、紙基 | 紋路細緻,表面品質可預期 |
金屬加工屬於高負載、高移除量的研磨應用,砂紙必須能承受長時間高壓而不快速失效。此類應用若磨料韌性不足,極容易出現磨料鈍化、砂紙快速耗損,甚至導致工件表面燒傷。
因此,金屬加工多選用高韌性氧化鋁或陶瓷磨料,搭配布基或纖維背基,以確保在粗磨與成型階段能維持穩定切削力。目數通常從低目數開始進行大量材料移除,再逐步過渡至中目數修整表面。
汽車產業的研磨需求介於重工業與精密加工之間,不僅要求效率,也高度重視表面一致性,因為研磨結果會直接影響後續塗裝、電鍍或組裝品質。
實務上,汽車零組件研磨多採取多段目數配置,避免單一砂紙同時承擔過多工序。磨料選擇上,氧化鋁仍是主流,而在高移除需求區段,會導入陶瓷磨料提升效率與壽命。
PCB 與半導體製程對砂紙的要求,與傳統金屬加工有本質上的不同。此類應用不追求快速移除,而是高度可控、低變異的表面處理。任何不穩定的切削行為,都可能造成表面缺陷或製程報廢。
因此,常選用細目數碳化矽或高一致性氧化鋁磨料,並搭配薄膜背基,以確保整張砂紙厚度與切削行為的一致性。目數配置通常偏高,並避免目數跳階過大。
木材與人造板屬於相對柔軟材料,加工時更重視控制性與手感,而非高切削力。若磨料過於銳利或背基過硬,反而容易造成表面不均或過度吃料。
因此,木工應用多採用氧化鋁磨料,搭配紙基或柔軟布基,以提升貼合性與操作穩定度。目數選擇則依表面處理需求,由中目數逐步過渡至細目數。
拋光與精修階段的目標並非移除材料,而是控制表面粗糙度與視覺品質。此時砂紙的穩定性與一致性,遠比切削力來得重要。
常見配置為細目數碳化矽或氧化鋁磨料,搭配薄膜或高品質紙基,確保表面紋路細緻且可預期,避免留下不均痕跡。
採用極柔軟紙基結構,研磨時可自然貼合各種曲面與細部輪廓,能有效降低刮痕風險,特別適合珠寶與鑽石等高精度精修研磨應用。
採用幾何形狀陶瓷磨料,具高切削力與快速材料移除,適用於焊縫修整與重切削金屬加工,在鋼材與鋁材研磨中提升效率並延長使用壽命。
採用高品質矽化碳與氧化鋁磨料聞名與防水乳膠紙基,提供高去除量與極佳表面一致性,特別適合汽車修復、塗裝打磨與精細醫療器械手工研磨。
A:
砂紙與砂布環帶在背基結構與承載能力上有本質差異,並不適合互相替代。砂紙以紙基為主,適合手持或低壓研磨;砂布環帶則需承受持續張力與高壓研磨,通常使用布基或複合背材。
在實務上,錯誤選用研磨耗材,往往不是效率問題,而是安全與良率問題。
洪興研磨在協助客戶規劃製程時,會由研磨工程師依設備型式、壓力條件與加工目標,協助判斷適合使用砂紙或其他研磨形式,避免誤用造成不必要的風險。
A:
不一定。砂紙目數僅代表磨料顆粒的粗細等級,表面品質實際取決於整體目數配置與製程設計。過早使用高目數砂紙,常見結果反而是效率低落、砂紙快速耗損,甚至表面不均。
在實際應用中,目數配置應視為一個完整流程,而非單一選項。
洪興研磨的工程團隊會依加工階段,協助客戶建立合理的目數銜接,讓品質與效率同時達到最佳平衡。
A:
即使目數相同,砂紙的磨料品質、植砂方式、黏著系統與背基結構仍可能存在顯著差異,這些因素會直接影響切削力、使用壽命與研磨穩定性。
這也是為什麼在專業研磨應用中,單純比較目數往往不足以做出正確選擇。
洪興研磨會由具備實務經驗的研磨工程師,依實際加工條件協助評估砂紙結構是否匹配製程需求,而非僅以規格表判斷。
汽車修復與美容多屬手持或低壓研磨作業,重點在於表面可控性與一致性,而非高切削力。一般建議使用紙基或薄膜背基砂紙,並搭配中高目數配置,避免過度吃料或造成漆面損傷。
由於不同車漆、補土與塑料件的反應差異極大,實際選型仍需依材料與操作方式調整。
洪興研磨可依實際應用情境,協助規劃適合汽車修復與美容作業的砂紙配置方案,降低返工風險。
A:
砂紙特別適合應用於手持研磨、精修與表面品質要求高的產業,如醫療精密零件、手錶珠寶、木工與汽車美容等;但不適合用於需要持續張力、高壓或長時間連續運轉的機械研磨製程。
若不確定自身製程是否適合使用砂紙,單靠產品目錄往往難以判斷。
洪興研磨提供由研磨工程師參與的應用評估,協助客戶從製程角度確認砂紙是否為合適解決方案。